



通过采用A/O+MBR工艺对某盐化工业城污水处理厂水解酸化池出水进行处理,与现有生化工艺进行对比。实验证明,A/O+MBR可以有效提高系统对TN和TP的去除率,均能达到72%左右,出水TN满足提标要求;出水TP进一步降低,减少后续化学除磷的成本。该工艺具有自动化程度高,出水水质好且稳定等优点,具有良好的应用前景。
某盐化工业城是以盐化工为基础,以化工、农药、医药中间体等产品为主体的化工园区。盐化工业城污水处理厂主要采用“一级多元催化氧化池+水解酸化池+A/O+二沉池+二级多元催化氧化池”的处理工艺,其中废水经处理后达到《城镇污水处理厂污染物排放标准》(GB 18918—2002)一级B标准,目前运行稳定,各项指标均能达到排放标准。但考虑到远期发展,排放标准会提高至《城镇污水处理厂污染物排放标准》(GB 18918—2002)一级A标准,而现有处理工艺无法保证出水各项指标稳定达标。
因此在针对现有工艺段分析后发现,目前工艺对于TN和TP的去除存在一定问题:(1)由于现有缺氧池的不稳定性,反硝化效果不稳定,导致出水TN不稳定,超出GB18918—2002一级A标准的情况时有发生;(2)来水水质变化较大,二沉池偶尔会出现较多浮渣随出水流入下级处理单元的情况,且二沉池出水TP偏高,絮凝终沉池虽可通过物化反应保证最终出水达标,但TP偏高会增加运行费用。
现采用“A/O+MBR”工艺进行中试,研究并论证该工艺在盐化工废水处理中应用的可行性。膜生物反应器(MBR)是高效膜分离技术与活性污泥法相结合的新型水处理技术,在混合液中膜的应用取代活性污泥法中的二沉池,内置的膜组件对污泥具有高效截留作用,微滤甚至超滤膜对废水中大分子难降解有机物具有拦截作用,提高了其生化反应水力停留时间。
1 实验方法
01 实验进水水质
以该盐化城综合污水处理厂水解酸化池出水作为本中试实验的进水,由于园区来水水质波动较大,故水解酸化池出水水质波动也较大,其中COD 50~330 mg/L、NH3-N 11~120 mg/L、TN 25~140 mg/L、TP 1.1~9.0 mg/L。本项目原水中含有大量难降解物质,同时企业排放的废水均经过预处理,可生化性差。综合污水处理厂前处理工艺采用“多元催化氧化+水解酸化”,降解部分难降解物质的同时提高废水的可生化性。
02 实验装置
实验装置平面图见图1,剖面图见图2。

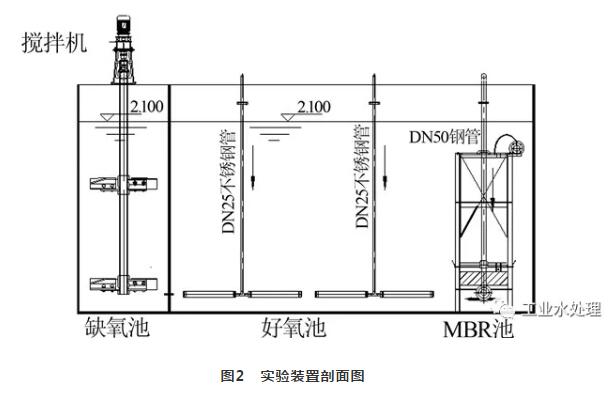
本中试装置为“A/O+MBR”一体化设备,设计处理水量为1 m3/h。总水力停留时间(HRT)为14 h,其中缺氧段2.8 h,好氧+MBR段11.2 h;好氧池气水比为20:1,混合液回流比控制在300%~400%,实验过程中根据实际情况补充一定量的外加碳源,保证脱氮效果。好氧池曝气量通过在线溶解氧仪控制。
池体采用304不锈钢焊接制成,缺氧池安装搅拌机,好氧池安装可提升式硬连接微孔曝气器,好氧池后端安装MBR,代替传统二沉池,能保证好氧池较高的活性污泥浓度,大幅度提高有机负荷。MBR采用浸没式平板膜,有效膜面积90 m2,膜孔径0.1 μm,膜材质为聚偏氟乙烯(PVDF)。
03 水质分析方法
在中试过程中主要对废水中的COD、NH3-N、TN、TP、溶解氧、pH等进行检测,每天1次定时取样,溶解氧及pH通过在线溶解氧仪和在线pH计进行实时检测,COD采用重铬酸钾法,NH3-N采用纳氏试剂法,TN采用碱性过硫酸钾消解法,TP采用钼酸铵分光光度法。
2 中试运行结果及分析
01 启动与调试
实验装置(A/O+MBR)置于水解酸化池池顶,利用自吸泵提升水解酸化池出水至实验装置,2017年4月20日至6月13日期间测得实际进水COD、NH3-N、TN、TP分别为50~330、11~120、25~140、1.1~9.0 mg/L。该废水属于盐化工废水,B/C < 0.3,C/N < 2.0,而实际工程中C/N≥3.5时才能进行有效脱氮,因此实验过程中通过补充外加碳源来保证进水C/N维持在3.5~5.0,利于系统的脱氮反应。活性污泥采用污水厂好氧池活性污泥。
由于进水水质波动较大,经35 d调试后系统处理情况基本趋于稳定。
02 COD中试结果与分析
中试结果选取了实验装置运行稳定后的实验数据(6月1日—6月13日),并与污水厂同步运行结果进行对比。实验装置进出水COD、去除率,以及污水厂正常运行二沉池出水COD如图3所示。

从图3可以看出,进水COD波动较大,变化范围在50~93 mg/L,导致出水COD波动也较大,中试出水平均COD在46.9 mg/L,平均去除率在65%左右,但由于实验中每天会补充碳源,约200mg/L,因此实际去除率高于检测值。而污水厂二沉池出水平均COD在63 mg/L左右,实际去除率较低。
MBR可以保证生化系统有较高的污泥浓度,更有利于污染物的去除。
03 NH3-N及TN中试结果与分析
实验过程中为了强化总氮去除,主要采取两个措施:一是补充反硝化所需碳源,以提高C/N;二是将回流比调整至300%~400%。
研究表明,甲醇、乙醇、乙酸钠、葡萄糖作为反硝化碳源时,均可获得较高的硝酸盐氮去除率。综合外加碳源强化反硝化速率及运行成本,本实验采用工业葡萄糖作为外加碳源,每日补充至缺氧池,保证C/N在3.5~5.0。
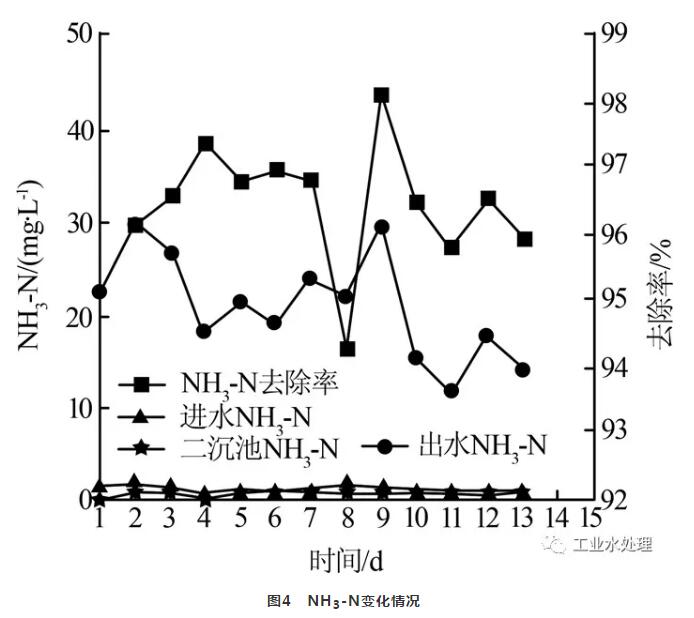
实验装置进出水NH3-N、TN及去除率,以及污水厂正常运行二沉池出水NH3-N、TN如图4、图5所示.
 _ueditor_page_break_tag_
_ueditor_page_break_tag_
进水平均NH3-N为25 mg/L,中试出水及污水厂二沉池出水平均NH3-N均在0.6~0.7 mg/L,去除率均能达到96%以上。
进水平均TN为38 mg/L,中试出水平均TN小于10 mg/L,平均去除率能达到72%,基本满足GB 18918—2002一级A标准;而污水厂二沉池出水平均TN为20 mg/L左右,TN去除率较低,且出水指标不稳定,说明污水厂现有缺氧池无法提供良好的反硝化条件。
A/O+MBR工艺可以有效提高系统的污泥浓度,减少污泥流失,增长污泥龄,保证硝化细菌及反硝化细菌的优势生长,为硝化作用和反硝化作用提供了良好的条件。
04 TP中试结果与分析
生物除磷是聚磷菌在好氧条件下摄取磷,通过定期排出剩余污泥而去除,实际处理效果与好氧条件、聚磷菌生长情况及污泥活性有关,同时通过MBR的高效截留作用,可以有效防止污泥流失,而传统的二沉池存在这个问题。实验装置进出水TP及去除率,以及污水厂正常运行二沉池出水TP如图6所示。

进水平均TP为3.5 mg/L,中试出水平均TP为0.98 mg/L,平均去除率能达到72%,污水厂二沉池出水平均TP为2.8 mg/L,几乎没有去除效果,并不是因为生化系统的原因,而是二沉池出水带有浮渣或者污泥,检测时未进行过滤,仅是自然沉降后的测定,并不能完全反应污水站生化系统的处理效果,但是反映了现有系统存在的问题。而MBR的高效截留作用,避免污泥随MBR出水流出,保证TP在系统污泥中的有效累积,并随剩余污泥排出。
经A/O+MBR处理后的TP仍不能稳定达标,需要增加化学除磷以保证最终出水达到GB 18918—2002一级A标准,可进入污水厂现有二级多元催化氧化+絮凝终沉池进行深度处理。
3 结论
A/O+MBR工艺在HRT较短的情况下(与污水处理厂A/O工艺段相比,缺氧段HRT减少20%、好氧段HRT减少25%)取得了良好的处理效果,COD平均去除率能达到65%左右;
在补充外加碳源,保证C/N≥3.5条件下,出水平均TN为10 mg/L,平均去除率能达到72%,出水满足GB 18918—2002一级A标准;TP平均去除率能达到72%,虽未稳定达到GB 18918—2002一级A标准,但生化除磷效果的提升可以有效降低后续化学除磷的运行费用。


