




脱氨分子筛合成及分子筛交换柱高氨氮废水处理技术
脱氨分子筛合成及分子筛交换柱高氨氮废水处理技术,供应,水专项,重污染行业水污染控制,化工废水污染控制技术

脱氨分子筛合成及分子筛交换柱高氨氮废水处理技术
技术简介/摘要
首次将分时利用碱酸快速活化交换剂的技术应用于高氨氮工业废水的处理中交换剂的反洗,有效解决了交换剂吸附饱和后难以恢复交换性能的技术瓶颈,为离子交换法在高氨氮工业废水领域的应用开辟了新途径。
首次将水封原理引入氨氮回收系统,设计了一套高效的自力式稳压器,以水位高低来间接调节回收氨水气液界面的压力,解决了现有以水作为溶剂,将氨氮回收为氨水工艺中,氨氮在水中的溶解受到温度、氨水浓度、气液界面的压力等因素影响而难以控制的技术瓶颈。本装置压力调节方便,稳压精度高,可生产≥17%的浓氨水,回收产品纯度高,可直接回用至氮肥生产线。
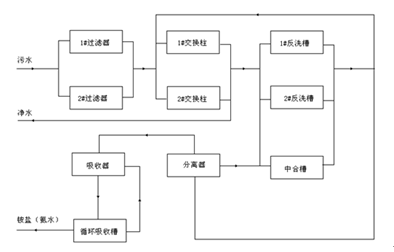
二、工艺流程:如图
本示范工程采用集“预处理——吸附——解析——回收利用”为一体的氨氮废水交换柱处理技术,具体包括以下四个部分:
1)预处理单元
根据现场考察和废水水样分析,水体中悬浮物、油类、重金属化合物含量较高,为减轻该部分污染物对后续氨氮处理的效果,需要设置预处理单元,本示范工程为了节省工程占地,大胆尝试了将预处理单元与氨氮处理单元合并,统一在交换柱内完成,并取得了较好的效果。
2)氨氮交换吸附
筛选并配制了一种对氨氮具有最佳交换吸收特性的复合交换剂(具体参见第三章交换剂吸附解析性能研究),并相应研发了一套交换柱水处理装置。
3)交换剂氨氮解吸
当交换柱中的复合交换剂吸附氨氮饱和后,需要对其进行解吸,将吸附的氨氮析出,重新恢复交换剂的吸附性能。本课题研究组通过大量试验研发了一种分时利用碱、酸快速活化交换剂性能的方法和装置。
4)氨氮回收利用
考虑清洁生产和资源回收利用,解吸后每升废水中氨氮浓度达到上万毫克,作为以专业生产碳酸氢铵为主业的重庆万利来化工厂,氨氮回收利用具有重要价值。因此,本课题研发了一套以气液稳压平衡为理论基础的氨氮回收装置,选用自来水做为回收液,生产出200滴度(滴度为当量浓度的二十分之一,在制碱与制碳酸氢铵中用以表示氨水的浓度,1滴度=1/20当量浓度=1/20×17克氨/升=0.85克氨/升)的浓氨水,可直接回用于生产线。
三、关键技术
分时利用碱酸快速活化交换剂的方法,改进的射流抽气器和自力式稳压装置。
推广应用案例
实际应用案例:高氨氮工业废水交换柱处理工艺
应用单位:重庆市万利来化工股份有限公司
实际应用案例介绍:处理规模120-240m3/d(单个交换柱处理水量120 m3/d;两个交换柱并联时处理水量240 m3/d),处理能力:原水氨氮浓度400-800mg/l,处理后出水氨氮浓度小于15mg/l。
联系方式:重庆市潼南县梓潼镇中间坡2号,402660。
联系单位:重庆市万利来化工股份有限公司
联系人:邓大福
电 话:13320276153
地 址:重庆市潼南县梓潼镇中间坡2号
工艺流程图:
- 联系人:周怀东
- 电话:
- 单位:中国水利水电科学研究院
- 地址:北京市海淀区复兴路甲1号

