




高氨氮废液氨精馏回收技术
高氨氮废液氨精馏回收技术,供应,水专项,重污染行业水污染控制,化工废水污染控制技术

高氨氮废液氨精馏回收技术
技术详情
应用领域:煤气化、焦化、有色冶金、稀土、电池等行业废水
技术应用形成:;
技术成熟度:示范工程;
知识产权形式:自主研发
技术简介/摘要
一、基本原理
基于氨与水分子相对挥发度的差异,通过氨-水的气液平衡、金属-氨的络合-解络合反应平衡、金属氢氧化物的沉淀溶解平衡的热力学计算,在汽提精馏脱氨塔内通过数十次气液平衡将氨氮以分子氨的形式从水中分离,然后以氨水或液氨的形式从塔顶排出,并被冷凝器冷却到常温成为高纯氨水进行回收;在塔底得到较纯净的处理出水。
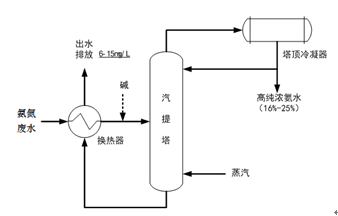
二、工艺流程:如图
废水首先与碱(碱源选择包括NaOH、石灰等,根据不同的工艺要求而不同)反应,调节pH同时脱除水中大部分重金属离子,或氟离子、硫酸根离子等,物理分离颗粒物后再向废水中添加阻垢分散剂,预热后进入精馏塔在强化解络合药剂的作用下进行热解络合-分子精馏,脱氨后的水与原水换热后继续利用微孔过滤设备回收解络合的重金属氢氧化物,净化水达标排放或继续回收盐,塔顶冷凝液得到16%以上的高纯浓氨水可回用或直接销售。
三、关键技术
高氨氮废液氨精馏汽提回收技术的关键包括以下几点:重金属与氨氮的络合与热解络合-分子精馏技术实现废水中重金属与氨氮的分离与深度去除;高性能专用塔内件设计技术实现塔内件的节能、抗垢、高通量和高弹性负荷等要求;高温高碱的钙盐阻垢分散技术从操作工艺优化、塔内件结构设计、塔内件表面处理、阻垢分散剂等方面综合提高了氨汽提塔操作过程中的阻垢防堵效率,将清塔周期由2周延长到6个月,保证设备长期稳定运行;氨氮废水热解络合-分子精馏处理的过程动态控制技术保障了氨氮废水处理设施的稳定、可靠运行,满足任何工况下的废水处理达标,整套系统通过应用传感器和自动执行机构,实现了全自动运行。
推广应用案例
实际应用案例:
吉林吉恩镍业股份有限公司,建成处理能力为300t/d的氨氮废水精馏脱氨工程,氨氮由2000mg/L以上降低到15mg/L以下。
联系单位:吉林吉恩镍业股份有限公司
联系人:曲兵
电 话:13500907182
地 址:吉林省吉林市红旗岭镇
吉林吉恩镍业股份有限公司,建成处理能力为300t/d的氨氮废水精馏脱氨工程,氨氮由2000mg/L以上降低到15mg/L以下。
联系单位:吉林吉恩镍业股份有限公司
联系人:曲兵
电 话:13500907182
地 址:吉林省吉林市红旗岭镇
技术优势:
高废液氨精馏汽提回收技术的关键包括以下几点:重金属与氨氮的络合与热解络合-分子精馏技术实现废水中重金属与氨氮的分离与深度去除;高性能专用塔内件设计技术实现塔内件的节能、抗垢、高通量和高弹性负荷等要求;高温高碱的钙盐阻垢分散技术从操作工艺优化、塔内件结构设计、塔内件表面处理、阻垢分散剂等方面综合提高了氨汽提塔操作过程中的阻垢防堵效率,将清塔周期由2周延长到6个月,保证设备长期稳定运行;氨氮废水热解络合-分子精馏处理的过程动态控制技术保障了氨氮废水处理设施的稳定、可靠运行,满足任何工况下的废水处理达标,整
工艺流程图:
联系方式
- 联系人:刘晨明
- 电话:13311025786
- 单位:中国科学院过程工程研究所
- 地址:北京市中关村北二条一号过程大厦

