




IC-A/O-MBR组合工艺玉米深加工废水处理技术
IC-A/O-MBR组合工艺玉米深加工废水处理技术,供应,水专项,重污染行业水污染控制,食品加工行业废水污染控制技术

IC-A/O-MBR组合工艺玉米深加工废水处理技术
技术简介/摘要
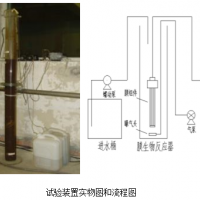
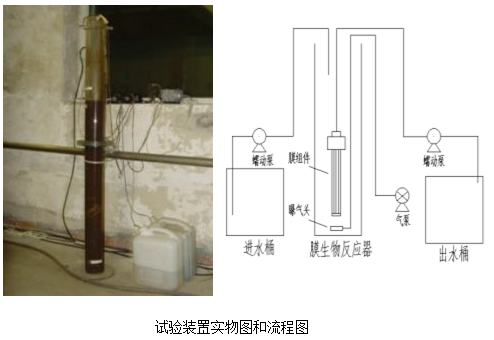
取得的技术突破:通过对现有可靠生物强化技术的筛选与甄别,分别对膜生物反应器、载体流化床、及爆气生物滤池开展相关小试试验。结合处理效果分析、运行稳定性分析、运行成本分析,确定MBR工艺可实现玉米深加工废水处理系统的稳定运行,并保障较优的出水水质。该技术可以大幅度降低玉米深加工企业废水中有机污染物浓度,减少外排污泥量,降低运行成本,为东北地区高浓度有机废水的治理提供了技术支持。
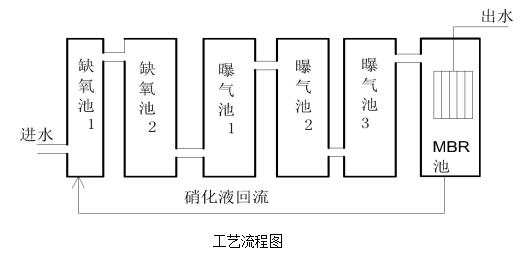
应用效果:通过对系统运行参数的调整与优化,确定系统较优运行参数为:污泥度大于8 g/L ,曝气池内溶解氧在 3 mg/L左右,MBR内溶解氧 4 mg/L,好氧段水力停留时间13.5 h,缺氧段水力停留段时间。在此工况下,IC-A-O-MBR 组合工艺系统出水 COD 的平均去除率达到 95.3%,SS平均去除率达到 100%;处理后出水COD平均浓度为 24.2 mg/L,工艺运行期间, COD波动范围在 8~48 mg/L,标准差系数为 0.37( Vσ≤ 0.5),表明该工艺处理 COD的稳定性较好。综合以上数据分析,工艺强化了系统有机污染物的去除,提高了系统耐冲击负荷能力。
环境效益分析:本技术的小试结果表明,运用 IC-A-O-MBR组合工艺,系统出水COD的平均去除率达到 95.3%,SS平均去除率达到 100%。采用本技术进行示范,在进水 COD:3000~10000 mg/L 、NH4+-N300~1000 mg/L 时,可实现减少企业废水排放量43.8万t/a,COD减排 46.72 t/a、NH4+-N减排2.7 t/a、TN减排7.59 t/a。
先进性分析:本技术组合充分利用并强化了微生物的降解功能,将厌氧菌、兼性菌以及好氧菌综合在一个系统内,使其对废水中有机物进行高效率、低能耗、低成本的去除。该技术在保障系统处理效果的基础上,还能提高运行稳定性,增强系统耐冲击负荷,是一种灵活性较强、较为实用的生化水处理集成技术。因此,从技术集成角度上讲,具有一定技术先进性。
应用前景分析:中粮生化能源(公主岭)有限公司是世界 500 强企业中粮集团有限公司全资子公司,是目前国内的大型玉米深加工企业之一。本技术在中粮生化能源(公主岭)有限公司实施后,可实现减少企业废水排放量 43.8万t/a、COD减排 46.72 t/a、NH4+-N减排 2.7 t/a、 TN减排 7.59 t/a。本技术为一种高效率、低能耗、低成本、灵活性较强以及较为实用的升华水处理集成技术,对于每深加工而言具有较佳的适用性和应用前景。
推广应用案例
工艺流程图:
- 联系人:
- 电话:
- 单位:
- 地址:

