



在欧美国家,污泥水泥窑协同处置起步较早,形成了完整的法律政策体系并得到了较广泛应用。近年来,日本、瑞士、德国的污泥在水泥窑协同处置的比例分别为28.7%(2015年)、19%(2003年)和14.6%(2010年)。美国有近200 座污水处理厂采用焚烧方式处理污泥,占全国污泥处理总量的20%,其中6%的污泥采用协同焚烧方式处置。
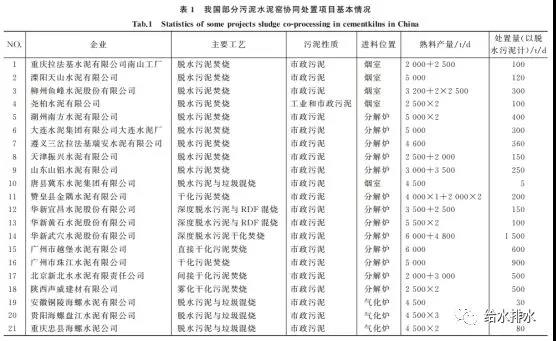
我国是水泥生产大国,污泥水泥窑协同处置项目逐年增加,已经成为我国污泥热化学处理处置的手段之一。目前我国已建成污泥协同处置设施的水泥熟料生产线30~40条,其中部分项目的基本情况如表1所示。
利用水泥回转窑焚烧污泥,减少了残渣、大气污染物、重金属等无序排放造成的环境污染。水泥生产过程中,高温煅烧可分解污泥中的有机物、水泥熟料矿物的水化过程可固化重金属,实现污泥的无害化;污泥中的灰分可作为熟料生产的原料,实现污泥的资源化,体现了循环经济“减量化、再利用、再循环”的原则,符合循环经济发展模式。
2.1 有机物分解彻底
水泥回转窑内高温、充足的停留时间和悬浮状态可以保证污泥中的有机物彻底分解。硅酸盐水泥熟料的生产原料主要含CaO、SiO2、Al2O3、Fe2O3等成分,各种原料磨成细粉后,按照适当比例混合并在水泥回转窑内烧至部分熔融,得到以硅酸钙为主要矿物成分的水硬性胶凝物质。水泥熟料生产中,为保证CaCO3分解为CaO,分解炉的气流温度控制在850~1 100 ℃;在回转窑内,硅酸三钙(C3S)在出现液相以后才能形成,回转窑内物料烧成温度1 450~1 550 ℃,炉内最高的气流温度可达1 700~1 800 ℃;物料从窑尾到窑头总的停留时间在40 min左右;气体在高于950 ℃以上温度的停留时间在8 s以上,高于1 300 ℃以上停留时间大于3 s;且窑内物料呈高湍流化状态,二噁英等稳定有机物等也能被完全分解。水泥回转窑是一个热惯性很大,十分稳定的燃烧设备,不会因污泥投入量和性质的变化,造成大的温度波动,系统易于稳定。
2.2 二次污染少
水泥熟料生产采用的原料成分决定了水泥回转窑内的碱性气氛,它可以有效地抑制酸性物质的排放,使得SO2和Cl-等化学成分化转化为盐类化合物并得以固定;水泥回转窑可将污泥中的绝大部分重金属离子固化在熟料中,可有效避免其释放和扩散;污泥所含各类物质经水泥回转窑处理后只存在于熟料和烟气中,熟料和烟气在达到相应标准后进行使用和排放,与污泥单独焚烧相比,在水泥窑特定工况下,烟气和飞灰的二次污染风险低得多。
2.3 环境与经济效益显著
利用水泥回转窑来处置污泥,虽然需要在工艺设备和给料设施方面进行必要的改造,并需新建污泥贮存和预处理设施,但与新建专用污泥焚烧厂相比,不需新建焚烧炉,投资显著降低;对于设有水泥熟料生产设施的地区,在尚不具备建设永久性污泥处理设施的情况下,采用该工艺有利于污泥就地消纳,简化了工艺环节;通过污泥处置与资源能源回收利用的良好结合,实现了污染物排放总量的本质性降低,符合循环经济的发展要求。
污泥水泥窑协同处置,应以满足如下条件:
(1)水泥窑系统能够维持稳定运行;
(2)水泥熟料生产和污染物排放均符合相关标准;
(3)具有一定的经济效益。
污泥预处理工艺和水泥窑投加点是工艺路线中的两个关键要素,据此分类,我国污泥水泥窑协同处置的主要工艺路线可分为以下几种:
(1)污泥脱水——窑尾烟室投加;
(2)污泥深度脱水——分解炉投加;
(3)污泥直接/间接干化——分解炉投加;
(4)污泥脱水——气化炉投加;
(5)污泥脱水——增湿塔喷雾干燥——分解炉投加;
(6)污泥/污泥焚烧灰渣——原料投加。
以下简要介绍各个工艺路线的代表性案例,其中大部分案例经过现场调研。
3.1 污泥脱水——窑尾烟室投加
《水泥窑协同处置污泥工程设计规范》(GB 50757—2012)规定,含水率为30%~80%的污泥可从窑尾烟室处进料,但是宜设置喷枪等强制给料设备,且烟室内温度下降宜控制在100 ℃以内,以防造成局部堵塞结皮。《水泥窑协同处置固体废物环境保护技术规范》(HJ662-2013)提出,含水率高或块状废物应优先选择从窑尾烟室投入。目前国内应用最广泛的水泥窑协同处置技术是含水率70%~80%的脱水污泥直接进入窑尾烟室焚烧,占全部处置生产线的50%以上。
重庆全市有48条新型干法水泥熟料生产线,其中17条生产线利用水泥窑协同处置污泥,以上绝大部分设施均为脱水污泥直接泵送至窑尾烟室。重庆主城区脱水污泥利用水泥窑协同处置已呈常态化,截至2015年,重庆水泥企业已处置主城区污泥26万t。重庆拉法基南山工厂的污泥处置设施自2008年即投产运行,该厂设有2000 t/d和2500t/d生产线各1条,脱水污泥通过柱塞泵分别输送至2条生产线的窑尾烟室。目前设施运行状况良好,脱水污泥设计设计总处理量100t/d,实际处理量为120~130t/d,最高可达150t/d。
江苏某水泥窑协同处置企业将脱水污泥以5 t/h 的投加量通过柱塞泵输送至分解炉,发现在做好入窑前分析并严格控制添加比例的情况下,投加市政污泥对水泥熟料的f-CaO及28 d抗压强度等质量指标没有明显影响;对水泥生产无明显影响。
3.2 污泥深度脱水——分解炉投加
《水泥窑协同处置污泥工程设计规范》(GB 50757—2012)规定,含水率不大于30 %的污泥可从分解炉处进料,这就需要对污泥进行干化处理,但实际上很多项目中深度脱水污泥也进入分解炉协同处置。
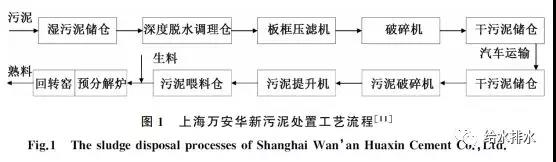
上海万安华新水泥有限公司设有1 500 t/d生产线1条,脱水污泥设计处理能力60 t/d,实际处理量可达6 t/h。污泥在污水处理厂深度脱水后(含水率50%~55%),投入分解炉底部。污泥经隔膜式板框压滤机处理,污泥调质主要采用采用石灰(10%~15%),其余药剂均不含氯,从而保证了水泥窑的操作条件,见图1。
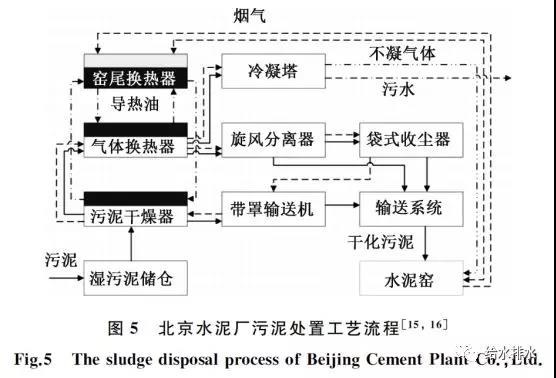
华新水泥(武穴)有限公司水泥熟料生产线规模分别为6000t/d和4800t/d,建有污泥深度脱水及直接干化处置设施,利用水泥窑三次风作为热源,在球磨机内将污泥由55%干化至30%以下,设计脱水污泥处置能力1500t/d。干化污泥投入分解炉焚烧处置。
华新水泥(黄石)有限公司2条水泥熟料生产线规模为5500t/d,对RDF和污泥协同处置,脱水污泥设计处理能力100t/d。污泥在预处理厂深度脱水后(含水率50%),与RDF在同层投入分解炉。
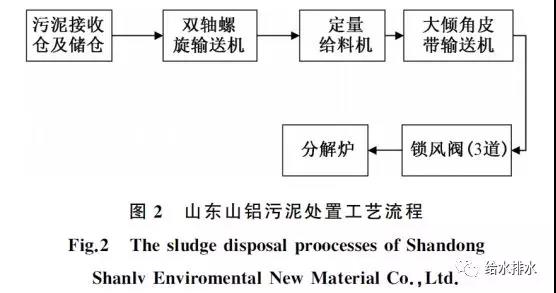
山东山铝水泥有限公司水泥熟料生产线规模分别为3000t/d和3500t/d,脱水污泥设计处理是2×200t/d,设计、接收污泥含水率为30%,实际接收污泥含水率为55%,2条生产线实际处理污泥250t/d,污泥进入分解炉焚烧处置。在水泥熟料不减产的情况下,两条生产线可处置含水率55%污泥250t/d,见图2。
3.3 污泥直接/间接干化——分解炉投加
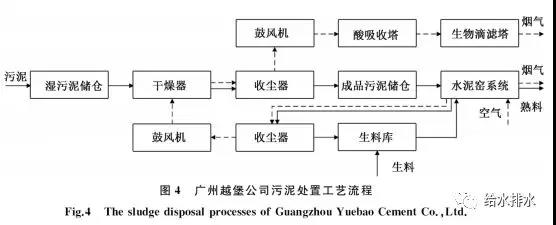
广州市越堡水泥有限公司水泥熟料生产线规模为6000t/d,设计脱水污泥处理能力600t/d。脱水污泥在厂内经直接干化处理后(含水率控制在25%以下),投入分解炉中部。在污泥直接干化单元中,利用窑尾烟气作为热源,烟气经高效旋风收尘器收尘后通过风机升压进入干燥机,污泥和烟气在干燥机内完成热交换后向上旋流运动,通过布袋收尘器进行气固分离。烟气由石灰石-石膏脱硫系统和高温生物滴滤塔除臭系统净化后排放。越堡公司目前干基污泥处置量为水泥熟料产量的3%,这是由热源限制、污泥有害成分控制和水泥生产要求多重因素影响的。根据其运行经验计算,保守条件下干污泥添加比例可为5%,最大投加量可达6%~8%,见图4。
3.4 污泥脱水——气化炉投加
部分水泥企业依托水泥窑设置气化炉等专用焚烧炉对垃圾和污泥混合处理。
胡芝娟等在2000年在上海市万安集团利用水泥窑流态化焚烧分解炉进行了焚烧污泥半工业试验。通过对含水率75%的生活污泥、石化污泥及其自然干燥物(含水率约65%)进行焚烧处理,流态化焚烧分解炉的燃烧区温度850~900 ℃,气体停留时间≥5.3 s,同时在悬浮态下进行能够保证气体中的有害物燃尽。焚烧后的物料随气流进入旋风筒,经旋风筒分离后进入水泥生产系统。
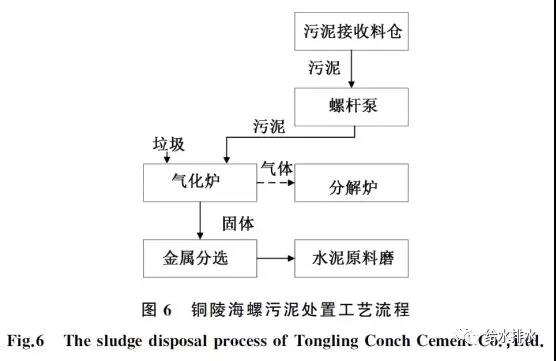
安徽铜陵海螺水泥有限公司水泥熟料生产线规模分别为4 000 t/d和4 500 t/d,一期工程利用4 500 t/d生产线对生活垃圾和污泥协同处置,脱水污泥设计处理能力30 t/d。污泥经螺杆泵输送,通过2个投加点进入气化炉,同时预留进入窑尾烟室的通道。气化炉内的物料在500~550 ℃的温度环境下与炉内高温流动介质(流化砂)充分接触,一部分物料欠氧燃烧向流动介质提供热源,另一部分气化后形成可燃性气体送往分解炉内进一步焚烧,见图6。
3.5 污泥脱水-增湿塔喷雾干燥-分解炉投加
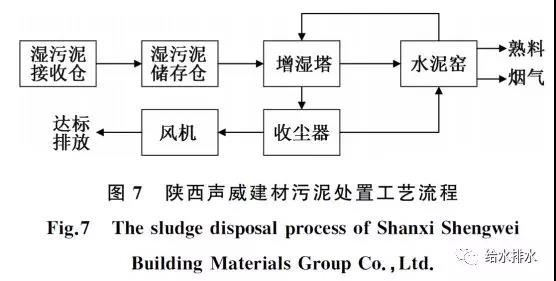
陕西声威建材集团有限公司2条水泥熟料生产线规模均为2 500 t/d,利用水泥窑窑尾废气进行污泥雾化干燥及协同焚烧。设计脱水污泥处理能力500 t/d。项目利用窑尾增湿塔作为污泥雾化干燥的主要设备,干化后污泥(含水率30%)投加至分解炉处置。运行结果表明,市政污泥加入后对水泥生产和熟料质量均无不良影响。蒸发消耗热量平均为3 105 MJ/tH2O(全系统热量消耗),见图7。
3.6 污泥/污泥焚烧灰渣——原料投加
富阳南方水泥有限公司、桐庐红狮水泥有限公司、杭州钱潮水泥有限公司在2011~2012年针对杭州市政及造纸污泥进行了水泥窑协同处置试验工作。投加方式为在原料端与石灰石、砂岩等混合配料后加入。由于《水泥窑协同处置污泥工程设计规范》(GB 50757—2012)的强制条款规定“含有有机质的污泥严禁以生料或煤粉喂料方式入窑”,因此目前此类项目的投加污泥点大部分改为窑尾烟室或分解炉。
本文分析了污泥水泥窑协同处置的应用现状和特点,提出了6种工艺路线并介绍了相应工程案例,关于协同处置污泥对水泥窑的影响以及此类污泥处置方式的模式预测、建议和展望,将在下篇中阐述。
微信对原文有修改。给水排水公号标题:给水排水丨杭世珺:6条工艺路线、多个工程实例告诉你污泥水泥窑协同处置现状,原文标题:污泥水泥窑协同处置现状与展望(上);作者:杭世珺、关春雨、戴晓虎、胡芝娟;作者单位:北控水务集团有限公司、同济大学环境科学与工程学院、中材国际研究总院。刊登在《给水排水》2019年第4期。


